Abstract: If any city in China exemplifies the seamless integration of sports industry, manufacturing prowess, and global market reach, Jinjiang in Fujian Province stands as one of the most representative examples. Located on China’s southeastern coast, this city is renowned for its dense industrial clusters. Within a radius of just a few dozen kilometers, a complete value chain is concentrated, spanning fabric supply, sole manufacturing, finished shoe production, and brand operations. It is through this highly concentrated industrial structure that Jinjiang has established itself as one of China’s most vital bases for sports footwear and apparel production.
Table of Contents
I. Sustained Growth in the Global Sports Market
Sports footwear and apparel have become one of the fastest-growing categories in the global consumer market. According to research from the industry analyst firm Statista, the global sports footwear and apparel market is projected to exceed $600 billion by 2030. Driven by the popularity of healthy lifestyles and sports culture, demand for running, fitness, and outdoor gear continues to rise. Simultaneously, the structural composition of athletic shoes is evolving. A modern sports shoe often integrates various complex materials and structures—such as multi-layered uppers, EVA or PU cushioning midsoles, rubber outsoles, structural support components, and numerous adhesive and heat-pressing techniques—involving dozens of manufacturing stages. Consequently, the supply chain for athletic footwear is highly concentrated, and China remains one of the world’s most critical production hubs. The advantage of the Jinjiang industrial belt lies precisely here. Locally, a tight-knit network of upper material factories, mold workshops, sole manufacturers, and finished product manufacturers facilitates rapid collaboration. Moving from product design and sampling to mass production can sometimes be achieved in mere weeks—an efficiency that decentralized manufacturing systems struggle to replicate.

II. From Bulk Orders to “Small-Batch, High-Frequency Replenishment”
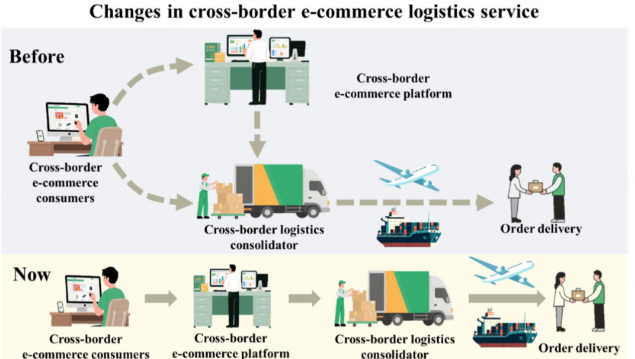
Beyond shifts in product structure, global trade models for sports footwear and apparel are also transforming. Historically, exports relied on wholesale channels and brand agents, characterized by large order volumes but long procurement cycles. However, with the rise of cross-border e-commerce, new sales models have emerged. Platforms, social e-commerce, and independent websites have led more sellers to adopt a “lean inventory” strategy: testing the market with small batches before scaling up based on actual sales. This model has altered the rhythm of traditional supply chains. For sellers, small-batch procurement reduces inventory risk; for manufacturers, it demands more flexible production and replenishment capabilities. In this new landscape, supply chain efficiency has become the core of competitiveness.
III. A Real-World Case Study: The Cross-Border Seller
In 2023, a cross-border seller from Mexico City began exploring the sports footwear market, primarily utilizing the Mercado Libre platform. While athletic shoes are a consistently high-selling category locally, the market is intensely competitive. Many sellers rely on brand clearance inventory or traditional agency channels, leaving slim profit margins. This seller sought a direct connection to Chinese supply chains but faced two challenges: securing stable production resources and testing the market without taking on significant inventory risk. Through the LooperBuy platform, they accessed a diverse range of footwear resources from the Jinjiang industrial belt. The platform had already integrated and showcased suppliers and products, enabling the seller to quickly identify items suitable for the local market. Assisted by LooperBuy, they tested three lightweight sports shoe models, with the first order totaling just 50 pairs. After quality inspection, packaging, and order consolidation at a warehouse in China, the goods were shipped to Mexico via international logistics. The entire procurement, payment, and fulfillment process was managed within the platform’s system. Three weeks later, the products hit the local market. One lightweight running shoe model performed exceptionally well, selling out in nearly two weeks. The seller then utilized LooperBuy for a second replenishment, increasing the order to 300 pairs. As sales stabilized, they built a balanced product mix—two running shoe models, one casual sneaker, and one training shoe. Although these products came from different factories within the Jinjiang industrial belt, they were unified through LooperBuy’s Chinese warehouse for fulfillment and shipping. Six months later, the seller’s monthly sales approached 1,500 pairs. More importantly, they maintained a healthy inventory structure, avoiding significant capital pressure by leveraging small-batch testing and rapid replenishment.
IV. Supply Chain Efficiency Reshaping Cross-Border Business
This case illustrates a fundamental truth: in today’s cross-border e-commerce environment, a seller’s competitiveness stems not only from the product itself but from supply chain efficiency. If procurement processes are cumbersome and replenishment cycles are too long, sellers cannot keep pace with market fluctuations. LooperBuy has effectively integrated fragmented supply chain links, allowing global sellers to handle commodity sourcing, order management, multi-currency payments, warehouse fulfillment, and international logistics within a single ecosystem. When procurement, payment, and fulfillment can be synchronized online, sellers can leverage Chinese supply chain resources as easily as if they were operating locally. For industrial belts like Jinjiang, this connection is pivotal. A manufacturing cluster comprising thousands of enterprises can achieve market potential far exceeding traditional export models if it can form a highly efficient, collaborative network with global sellers.
V. From Industrial Belt to Global Supply Chain Node
Over the past few decades, the Jinjiang footwear and apparel industry has relied on its manufacturing capacity to become a vital global production hub. In the future, however, the new competitive landscape will not merely be about production scale. The key variables will likely revolve around three areas: technological product upgrades, global market expansion, and supply chain digitalization. Innovation in sports technology, materials, and design capability will become critical factors in brand competition. As sports culture spreads globally, demand for athletic footwear and apparel will maintain long-term growth. Manufacturing prowess must be connected to global sellers through more efficient supply chain systems. As the production capabilities of industrial belts, digital synergy, and global market demands converge, a new global supply chain network is taking shape. In this network, Jinjiang is no longer just a manufacturing base; it has become a vital node connecting global sports consumption. This transformation is currently unfolding across many industrial belts throughout China.
Hot tags: Footwear manufacturing, B2B wholesale, Cross-border e-commerce, Sports shoes supplier, Supply chain optimization, Jinjiang industrial belt, Small-batch production, Global logistics fulfillment, Athletic footwear trends, Digital supply chain management.