What test marketing fears most isn’t poor sales,
but losing control between ordering too much and ordering too little.
Order too much = inventory backlog
Order too little = risk of stockouts

Small-Batch Test Marketing | Move Fast with Small Steps to Control Risk
LooperBuy Test Marketing Methodology
Summary
When testing new products, are you constantly torn between “ordering too much leads to overstock” and “ordering too little leads to stockouts”?
More than just poor sales, this sense of losing control—being caught between a rock and a hard place—is the real pitfall. Today, let’s discuss the true nature of test marketing and offer a strategy to minimize risk.
Test Marketing Increasing Anxiety? What You Fear Isn’t “Poor Sales,” but “Making the Wrong Bet”
The Most Agonizing Part of Test Marketing: The Sense of Losing Control Over “Betting Too Much or Too Little”
“It’s Worse Than Selling Nothing at All”
I was recently chatting with Mr. Wang, who runs a home goods business. During his first test marketing, his mindset was caught in a painful contradiction: before placing the order, he prayed “someone would buy”; after placing it, he panicked that “too few people would buy.” In the end, he gritted his teeth and ordered 500 units, but only sold 80 in 30 days—staring at the 420 units piling up in his warehouse, he feared that even discounting to clear stock would result in heavy losses.
There’s also a beauty brand owner I know: he test-marketed 100 units and sold out in 3 days. When he tried to restock, the supplier simply said, “Minimum order is 2,000 units.” He agonized for 3 days, fearing losing customers, and reluctantly placed the order. The result? Sales dropped off a cliff, and he’s still stuck with over 1,800 units in his warehouse.
This is the suffocating reality of test marketing: what we fear isn’t “poor sales,” but “making the wrong bet.”
Bet too much, and you can’t bear the inventory pressure. Bet too little, and you can’t bear the cost of stockouts. You want to control risk, but in the end, it all comes down to “guesses.” This loss of control is far more anxiety-inducing than just having no sales—it keeps you up all night.
The Core of Test Marketing: Not “Selling Goods,” but Validating 3 Answers
Don’t Get It Wrong: Test Marketing Is “Testing the Market,” Not “Boosting Sales”
Many business owners mistake test marketing for “selling a small batch of goods.” That’s a huge misconception—the essence of test marketing is “validating the market at minimal cost.” You must first understand these three questions:
- Is there genuine market demand? Are people not asking about it, or are they asking but not buying?
- Is the price point reasonable? Do customers find it too expensive or a great value?
- Is the fulfillment experience acceptable? Is shipping slow? Is the packaging damaged?
Before you have clear answers to these three questions, any “early scaling up” is a gamble.
What’s worse, if your procurement approach isn’t flexible, you’ll fall into the trap of “wanting only to test, but being forced to bear the risks of scale”—either crushed by inventory or crippled by stockouts.
Why Does “Order Quantity” Become the Biggest Obstacle in Test Marketing?

Stuck in a Vicious Cycle of “Small Orders Ignored, Large Orders Feared”
Some of you might say, “I want to move fast with small orders too, but my suppliers won’t cooperate!”
That’s the core problem: balancing the order quantity.
Order too much: inventory piles up, capital is tied down, leaving no money for new products.
Order too little: restocking is difficult (due to supplier lead times), costs are high (small-order procurement and logistics), and data is inconsistent (stockouts occur right as you gain traction, preventing proper analysis).
Too many promising product sellers fail precisely because of this “order quantity balancing” issue—not because the product was bad, but because the timing and scale were off.
A Mature Test Marketing Strategy: Not Betting Big, but “Moving Fast with Small Steps”
True Experts Test Market by “Winning Slowly”
We know a seasoned cross-border seller whose test marketing logic is particularly steady:
- Start with a very small quantity (50-100 units) to gather data and gauge market reaction.
- Optimize the product/price based on feedback, then slightly increase the quantity (200-300 units).
- Once the data stabilizes, gradually scale up.
The key prerequisite is having a sufficiently flexible procurement system.
You need to be able to order 100 units and have someone fulfill it. If it sells out, you need to be able to restock 200 units with a 3-day lead time. If you need to change specifications, you need to quickly source alternatives. Only then can you “move fast with small steps” without being shackled by order quantities.
LooperBuy’s Small-Batch Model: Minimizing Your Test Marketing Risk
No Need to Worry About Ordering Too Much or Too Little, Just Focus on Testing the Market
Having witnessed countless business owners fall into these traps, LooperBuy has designed a specialized test marketing small-batch model—its core purpose is to free you from worrying about order quantities, allowing you to focus on what test marketing is really about:
- Supports Small Minimum Order Quantities (MOQs)
Orders of 50 or 100 units are accepted, with competitive pricing. No need to over-order to meet high MOQs, keeping trial costs to a minimum. - Multi-Channel Sourcing Mechanism
Connects one product with multiple suppliers. If one supplier runs out, stock can be immediately sourced from another, freeing you from dependence on a single supplier’s constraints. - Gradual Scaling with Sales Growth
Once data confirms traction, you can increase quantities seamlessly without needing to renegotiate with new factories. Larger volumes lead to lower costs, ensuring a smooth transition. - In-Warehouse Fulfillment Assurance
Our own warehousing and distribution network handles small-batch packing, sorting, and shipping, so you don’t have to worry about small orders being neglected.
This model’s core isn’t “pursuing the absolute lowest cost,” but “controlling maximum risk”—allowing you to avoid gambling on inventory or stockouts, ensuring stability at every step, and seizing growth while managing risk.
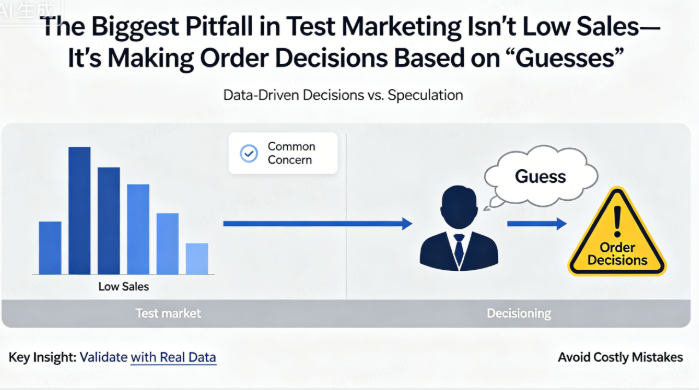
The Secret to Stress-Free Test Marketing: Decisions No Longer Based on “Guesses”
When Order Quantities, Supply, and Fulfillment Are Controllable, You Can Focus on Doing Things Right
When your procurement method is flexible enough and your supply is stable enough, you’ll find that a significant portion of your anxiety disappears:
- You stop worrying about “ordering too much or too little,” because small orders allow testing, and larger orders allow scaling.
- You stop making decisions based on “guesses,” because every step is supported by real data.
This is when you can settle down and focus on: studying customer feedback, optimizing product details, fine-tuning marketing strategies—test marketing finally returns to its original purpose: obtaining the most authentic market answers at the smallest possible cost.
In Conclusion
After years in business, we increasingly believe that during the test marketing phase, the greatest fear is never simply poor sales. If it doesn’t sell, you can just try another product.
The real fear is that before you even understand the market, a mistake in order quantity puts you in a “no-win” situation—wanting to continue, but lacking the funds; wanting to give up, but feeling unwilling.
Test marketing isn’t gambling; it’s exploring with rhythm. When your procurement is flexible enough and your supply stable enough, you can both control risk and seize opportunities.
This step is the watershed moment between “blindly following trends” and “operating with a rational mindset.”
Finally, I wish every entrepreneur currently navigating test marketing can avoid the order quantity pitfalls, find their right rhythm, and use small batches to break into the big market!
Why Does the Same Product Have a 3x Price Difference in China? Cross-Border Sellers, Don’t Be Fooled by “Low Prices”
Summary
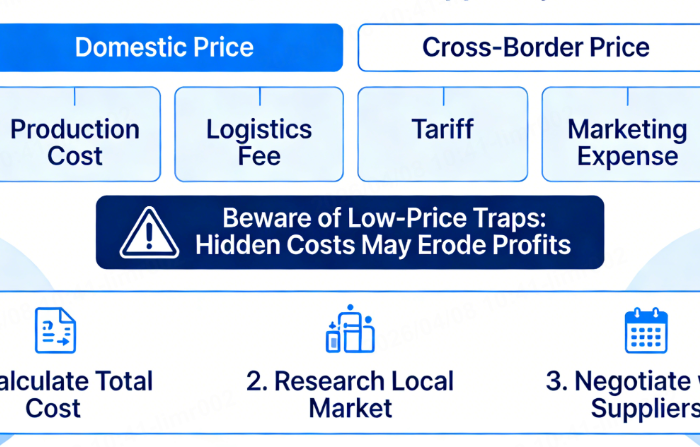
Summary: In China’s mature industrial clusters (Jinjiang, Yiwu, Dongguan), prices for the same product can vary by as much as 3 times. It’s not due to different raw materials, but rather the production systems, supply chain layers, and fulfillment capabilities that “quietly” determine the cost.
This article deconstructs the underlying logic behind these price differences and uses real-world examples to prove that what truly affects profit isn’t the “lowest purchase price,” but the “total cost structure.” We’ll explore how LooperBuy helps cross-border sellers escape the “low-price trap” and establish a long-term, controllable supply chain advantage.
I. Industrial Cluster Stratification: Three “Factory Systems” Determine the Price Baseline
In mature industrial clusters like Jinjiang (footwear/apparel), Yiwu (small commodities), and Dongguan (electronics) in China, the price differences for the “same product” essentially stem from the quality and risk costs associated with different production entities.
1. Standardized Production Factories (Brand/Export OEM)
- Use virgin materials
- Complete production processes (including testing, aging, inspection)
- Support international certifications (CE, FCC, etc.)
- Defect rate typically < 3%
- 👉 Price Range: Medium to High
2. Semi-Standardized Factories (Primarily for Domestic Market)
- Use material substitutions (e.g., lower-grade instead of virgin materials)
- Simplified inspection processes (primarily sampling)
- Fluctuations in batch-to-batch stability
- 👉 Price Range: Medium
3. Small Workshops/Assembly-Type Factories
- Use recycled materials or leftover stock
- No standard quality inspection process
- Obvious batch-to-batch variation (same SKU may show differences in appearance, function)
- 👉 Price Range: Low
Key Insight: The price difference ≠ profit difference; it reflects the difference in “quality stability + risk cost.”
According to a sample survey of 1688 sellers:
- Average return rate for low-cost sources: 20%–35%
- Return rate for standardized factory products: 5%–10%
This difference ultimately translates into after-sales costs, customer complaint costs, and inventory losses—you might save on the “unit price” but lose money on “hidden costs.”
II. Distribution Layers: The Amplifier of Price Differences, Opacity Increases Downstream
The typical path for a product from factory to cross-border seller is:
Factory → Wholesaler → Secondary Distributor → E-commerce Seller → End Seller
Each layer typically adds:
- 10%–30% markup (channel profit)
- Information asymmetry costs (inability to verify source authenticity)
- Negotiation power disparity (small sellers can’t access factory-direct prices)
This is the core reason for price differences between “factory direct,” “distributor,” and “dropshipping” prices on platforms like 1688.
Take a basic Bluetooth headset as an example:
- Factory ex-factory price: ¥11.5
- First-level distributor price: ¥15.8
- Platform dropshipping price: ¥22+
The price difference is nearly double. But more dangerously: the further downstream you go, the less controllable the quality becomes (mixed shipments, SKU substitutions, batch inconsistencies).
LooperBuy’s core competency isn’t “price comparison,” but screening genuine source factories, establishing stable supply relationships, and avoiding multi-layer markups—essentially, optimizing the supply chain structure rather than simply haggling over unit prices.
III. Hidden Fulfillment Costs: The Real Procurement Cost Overlooked
Many cross-border sellers only look at the “unit price” and overlook hidden costs in the fulfillment process. These costs often account for 15%–30% of total expenditure:
1. Quality Inspection & Defect Costs
Common issues with sources lacking unified quality inspection:
- Functional abnormalities, appearance defects, batch inconsistencies
- 👉 Average industry loss: 5%–20%
2. Order Consolidation & Shipping Errors
Common issues with platform dropshipping:
- Wrong SKUs sent, quantity discrepancies, inconsistent packaging
- 👉 Leads to secondary shipping, customer complaints (return costs are higher in cross-border scenarios)
3. Domestic Warehousing & Sorting Costs
As order volume grows, consolidating orders from multiple suppliers, dealing with staggered arrivals, and repetitive packing all increase hidden costs.
LooperBuy’s value is evident here: Unified receiving at our China warehouse, standardized quality inspection, centralized sorting and packing, automatic splitting of domestic and international orders—transforming scattered hidden costs into controllable and predictable structured costs.
IV. Real Case Study: From “Low-Cost Sourcing” to “Stable Profit” Turnaround
A cross-border home goods seller initially sourced low-cost products through 1688:
- Average purchase price: ¥6.2 (35% lower than the market average of ¥9.5)
- Actual operational data:
- Return rate: 28%
- High rate of negative reviews
- Inconsistent quality across batches
After adjusting their strategy, they used LooperBuy to connect with stable factories and implemented unified quality inspection:
- Purchase price increased to ¥8.8
- Results:
- Return rate dropped to 7%
- Customer complaints significantly reduced
- Final outcome:
- Gross profit per unit increased by approx. 22%
- Store rating stabilized (platform ratings directly impact traffic)
- Improved sustainable replenishment capability (no need to frequently switch suppliers)
“I used to think that getting the lowest price was a win. Later I realized that returns and negative reviews were eating up all the profit. LooperBuy helped us turn ‘invisible costs’ into ‘calculable profits.'” — Operations Manager for this seller
What truly determines profit is never the “lowest purchase price,” but the “total cost structure.”
V. Conclusion: A 3x Price Difference Essentially Reflects a Supply Chain Capability Gap
The price differences within China’s industrial clusters stem from three main factors:
- Production System Stratification (differences in quality and stability)
- Redundant Distribution Layers (multi-level markups and opacity)
- Lack of Fulfillment Capability (uncontrollable hidden costs)
The current logic for cross-border procurement is shifting:
- From “finding the lowest price” → “finding stable supply”
- From “single transaction” → “long-term supply relationship”
- From “comparing prices” → “comparing supply chain efficiency”
LooperBuy doesn’t just offer a “procurement channel”; it provides a supply chain solution suitable for scalable operations:
- Direct connection with quality factories in industrial clusters (skip intermediaries)
- Multi-currency direct procurement (no complex settlements)
- Unified management and quality inspection at the China warehouse (ensure quality consistency)
- Support for small-batch testing and bulk scaling (flexibly adapt to cross-border seller needs)
- Integrated fulfillment capabilities (reduce hidden costs)
A 3x price difference is never an opportunity in itself. Understanding the price structure is the entry ticket to the supply chain. For cross-border sellers, rather than repeatedly falling into the “low-price trap,” it’s better to exchange a controllable total cost for “long-term, stable profit”—this is the core competitiveness of a supply chain.